小口径焊管现货厂家普遍维稳观望现货抗性仍然较强
厂家分析小口径厚壁焊管焊接工艺介绍小口径焊管市场价格维稳运行。早盘,期货震荡趋弱,小口径焊管现货小口径焊管厂家普遍维稳观望,天津、广州等…
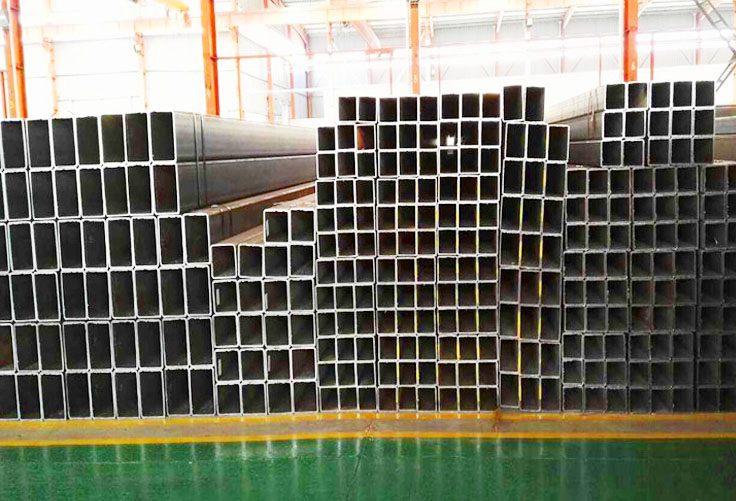
方管市场价格基本维稳厂家反馈市场出货略有好转
厂家分析小口径厚壁焊管焊接工艺介绍方管市场价格基本维稳。主导市场,北京、天津、上海和广州均以稳为主。期螺夜盘震荡上扬,早盘继续维持高位走…
薄壁焊管市场价格主稳个调出货情况很不乐观
厂家分析小口径厚壁焊管焊接工艺介绍薄壁焊管市场价格主稳个调。主导市场,北京小涨、天津、上海和广州均以稳为主。上周五期螺夜盘低位震荡,今早…
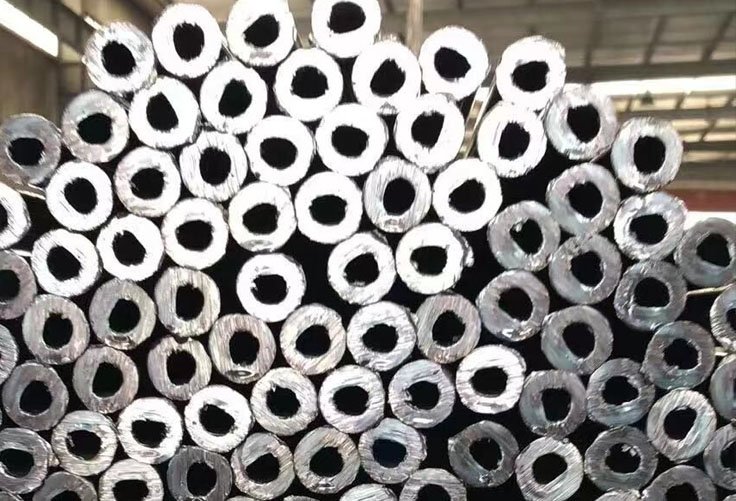
小口径厚壁焊管的焊接方法、流程是怎样的呢,有哪些注意事项呢?我们咨询了聊城利丰焊管有限公司的技术人员。
小口径厚壁焊管焊接方法
焊接小口径厚壁焊管首先清理干净焊口的油、漆、水、锈等,然后根据壁厚开坡口,厚的就开大一些,薄的就开小一些(角磨机),然后就是对品的缝隙,一般是焊条或焊丝直径的1- 1.5倍,如果坡口不小心开大了话可以适当留小一些。点固焊至少三点,一般四点比较好干活。焊接的时候应该一半一半焊接,起点最好超过最底点一公分左右,那样从对面好接头。如果焊管壁厚的话,应该分层,至少两层,第一层整圈焊完才可以焊第二层。
小口径厚壁焊管工艺流程
圆管坯→加热→穿孔→三辊斜轧、连轧或挤压→脱管→定径(或减径)→冷却→矫直→水压试验(或探伤)→标记
焊缝余高
焊管壁厚不大于 12.5mm 时,焊缝余高不大于 3.0mm;焊管壁厚大于 12.5mm 时,焊缝余高不大于 3.5mm。
弯曲度
公称外径不大于 168.3mm 的焊管,应平直或按供需双方协 议规定的弯曲度指标;
公称外径大于 168.3mm 的焊管,弯曲度不大于焊管全长的 0.2%。
管端壁厚大于4mm的焊管,管端可加工坡口 30°+5°0°,留根1.6mm±0.8mm,管端斜度小于或等于 5mm。
上海小口径焊管市场价格或继续持稳运行厂家心态谨慎
小口径厚壁焊管 上海市场小口径焊管价格以稳为主,从现货市场来看,今日市场小口径焊管厂家基本都已放假,较少国企还未放假,但基本不不在出货,开始收尾工作,价格维稳。从心态来看,19年上海本地冬储多以锁价为主,市场心态谨慎,节后回来货多以出货为主。综上所述,预计明天上海小口径焊管市场价格或继续持稳运行。小口径焊管价…
小口径薄壁焊管价格上不去需求才是矛盾的主导因素
小口径厚壁焊管 对小口径薄壁焊管这样一个成熟的基础行业来说,庞大的收入体量、众多的从业人员及足够长的产业链,意味着行业数据繁多而复杂。在日常研究中,迷失于各种数据中而难以快速并正确地做出决策,很常见。其实,研究是一个深入浅出、大道至简的过程,我们无限地去探索纷繁的细节,只是为了能够抽象出有限的一般规律,将复…










管理员
该内容暂无评论